产品信息
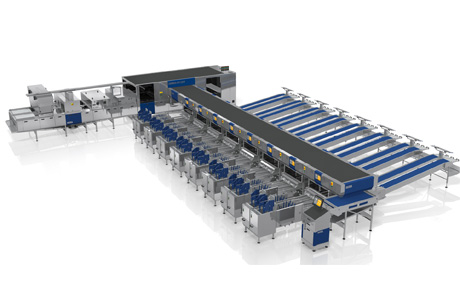
MR12双通道装箱机的独特优势在于能够处理两种独立产品。该设备双通道可独立运行,赋予系统高度灵活性。通过在不同通道处理不同等级产品,可在相同占地面积下实现极高且稳定的吞吐量。
MR12可配备以下功能:
延长重力输送带(用于手动输入空箱)
连接紧凑型装箱机
开箱剔除输送带(适用于在线配置)
直线式箱体对齐单元
智能交叉装置(用于连接消费包装盒与托盘至Contiflow分箱机)
规格
下载
视频

共创可持续蛋品产业未来
找到适合您运营的鸡蛋Handling 系统
我们为客户提供完整的鸡蛋分级、包装、加工和处理解决方案。我们将帮助您为所需的鸡蛋分级工作选择合适的系统。
相关解决方案